

焊接质量检验方法
(2)焊接工艺焊接过程是否严格按照焊接工艺指导书的要求进行操作,包括对焊接方法、焊接材料、焊接规范、焊接变形及温度控制等方面进行检查。
.最小焊点高度为正常润湿。(二)焊接质量的检验方法:⑴目视检查 目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。
尺寸缺陷检查,例如焊缝余高、焊瘤、凹陷、错口等,需采用焊接检验尺进行测量。焊件变形量检查。(2)致密性试验检查常用的致密性试验检验方法有液体盛装试漏、气密性实验、氨气试验、煤油试漏、氦气试验、真空箱试验。
焊接国家标准有哪些?
焊接钢管国家标准:GB/T3091-1993(低压流体输送用镀锌焊接钢管)主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途管。其代表材质Q235A级钢。
磁粉探伤应符合现行国家标准《焊缝磁粉探伤方法和缺陷标志分类》(JB/T 6061),渗透探伤应符合现行国家标准《焊缝渗透探伤方法和缺陷标志分类》(JB/T 6062)。磁粉检验和渗透检验的合格标准应符合目视检验的有关规定。
中华人民共和国行业标准:钢结构焊接规范 为在钢结构焊接中贯彻执行国家的技术经济政策,做到技术先进、经济合理、安全适用、确保质量,制定本规范。
国标焊接钢管执行的标准为国标,主要的标准有GB/T3091-1993(低压流体输送用镀锌焊接钢管),GB/T9711-2008,一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000。
那么接下来,小编就来和大家一起了解一下焊接钢管的国家标准。概念 焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。
《建筑钢结构焊接技术规程》JGJ81范围本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。施工准备1材料及主要机具1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。
焊接质量检验标准
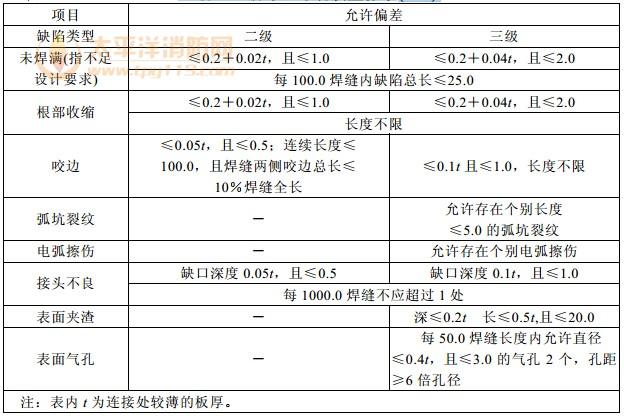
1、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
2、焊接检验标准是:是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
3、焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
4、.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,不违反最小电气间隙。2.末端焊点宽度最小为元件引脚可焊端宽度的75%。3.最小焊点高度为正常润湿。
5、焊缝质量标准1 保证项目1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。2 焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
6、焊接质量的保证,主要是严格落实焊接评定试验条件的过程控制。可以用眼观察,看是否有气孔、残留的焊渣;做焊缝探伤不仅可以检验焊缝的质量还可以测出焊缝的高度是zui有效的检验方法。
焊缝检测要求与标准
1、三级焊缝检测要求。外观检测是通过肉眼或使用测量工具进行的,旨在检查焊缝表面是否存在缺陷,如咬边、未熔合、未焊透等。无损检测包括射线检测、超声波检测、磁粉检测、渗透检测等,旨在检查焊缝内部是否存在缺陷。
2、焊缝探伤标准如下:一级和二级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。一级和二级级焊缝不可以有裂纹、焊瘤、烧穿、弧坑等缺陷。
3、钢结构焊缝检测标准有焊接材料符合规定、焊工必须合格、级焊缝必须经探伤检验、焊缝表面和级焊缝不得有缺陷。焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
检验焊接件的标准有哪些?
.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
可以用眼观察,看是否有气孔、残留的焊渣;做焊缝探伤不仅可以检验焊缝的质量还可以测出焊缝的高度是zui有效的检验方法。
(一)外观检查外观检查一般以肉眼观察为主,有时用5-20倍的放大镜进行观察。通过外观检查,可发现焊缝表面缺陷,如咬边、焊瘤、表面裂纹、气孔、夹渣及焊穿等。焊缝的外形尺寸还可采用焊口检测器或样板进行测量。
焊缝探伤标准如下:一级和二级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。一级和二级级焊缝不可以有裂纹、焊瘤、烧穿、弧坑等缺陷。
包装检验 检验焊接材料的包装是否符合有关标准要求,是否完好,有无破损、受潮现象。 2 质量证明书检验 对附有质量证明书的焊接材料,核对其质量证明书所提供的数据是否齐全并符合规定要求。







